Turbine blade preheating for welding
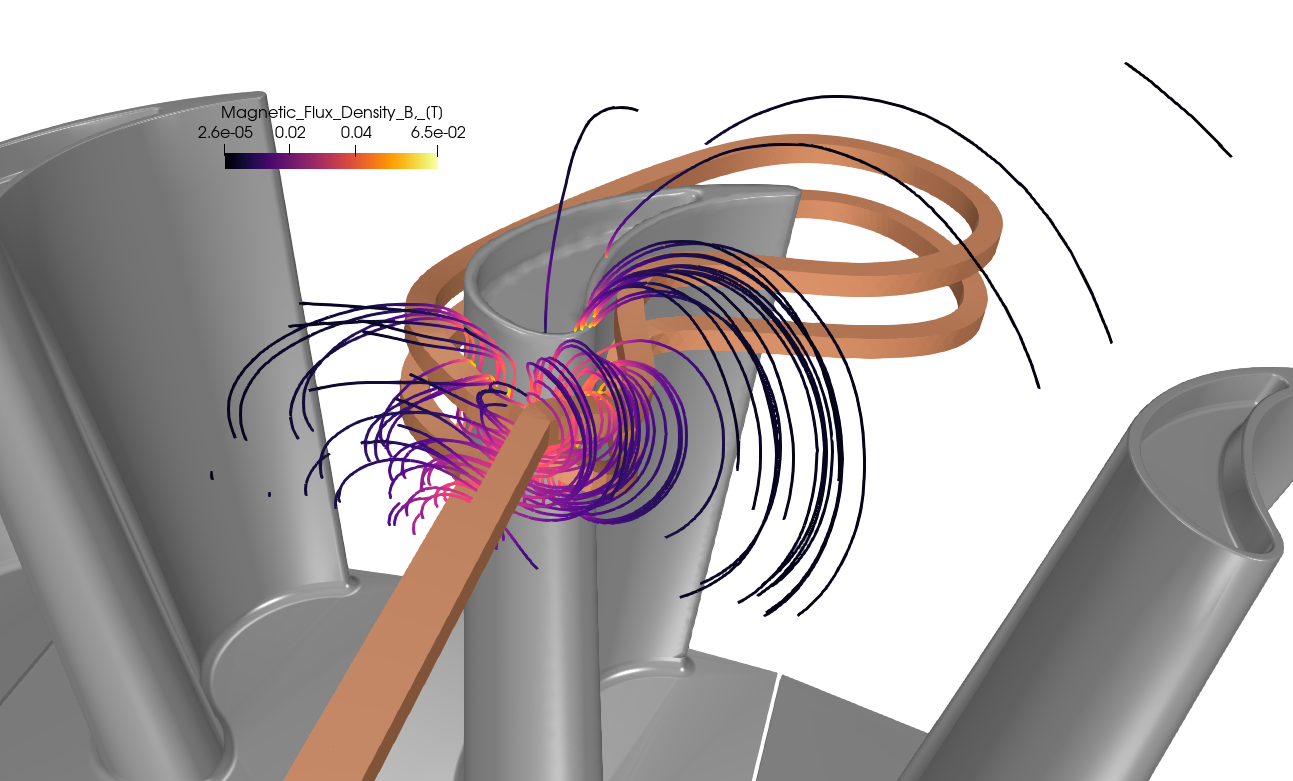
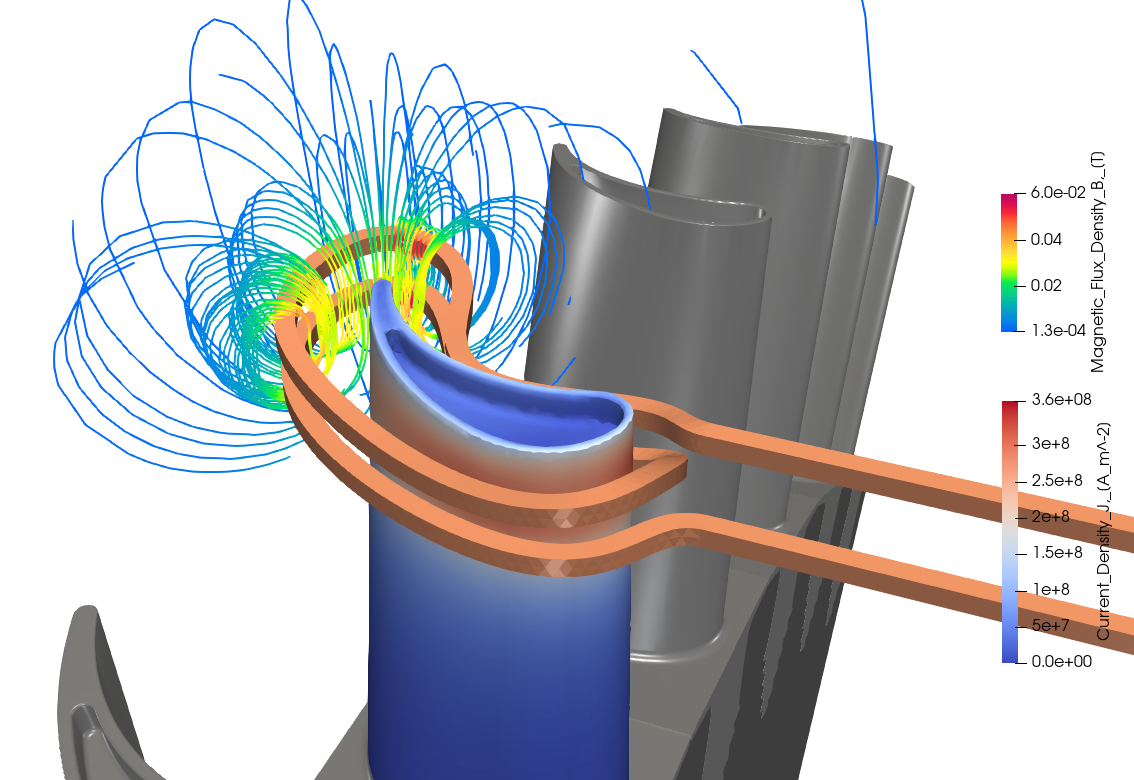
Inductor geometry optimization for even temperature distribution in the turbine blade.
High-pressure-resistant turbine blade tips can be repaired/refurbished by welding. To weld these nickel superalloys, they must be pre-heated to approximately 950°C (1742 °F). This is usually done in an inert gas (argon) chamber, where it is also welded once it has heated up.
The turbine blade is a very complex shape, so it is hard to predict the heating unless you have a simulation software like CENOS.
Here we demonstrate 10 design iterations. With CENOS this is a quick and simple automated process. You can use virtually any CAD modeling software of your choice.
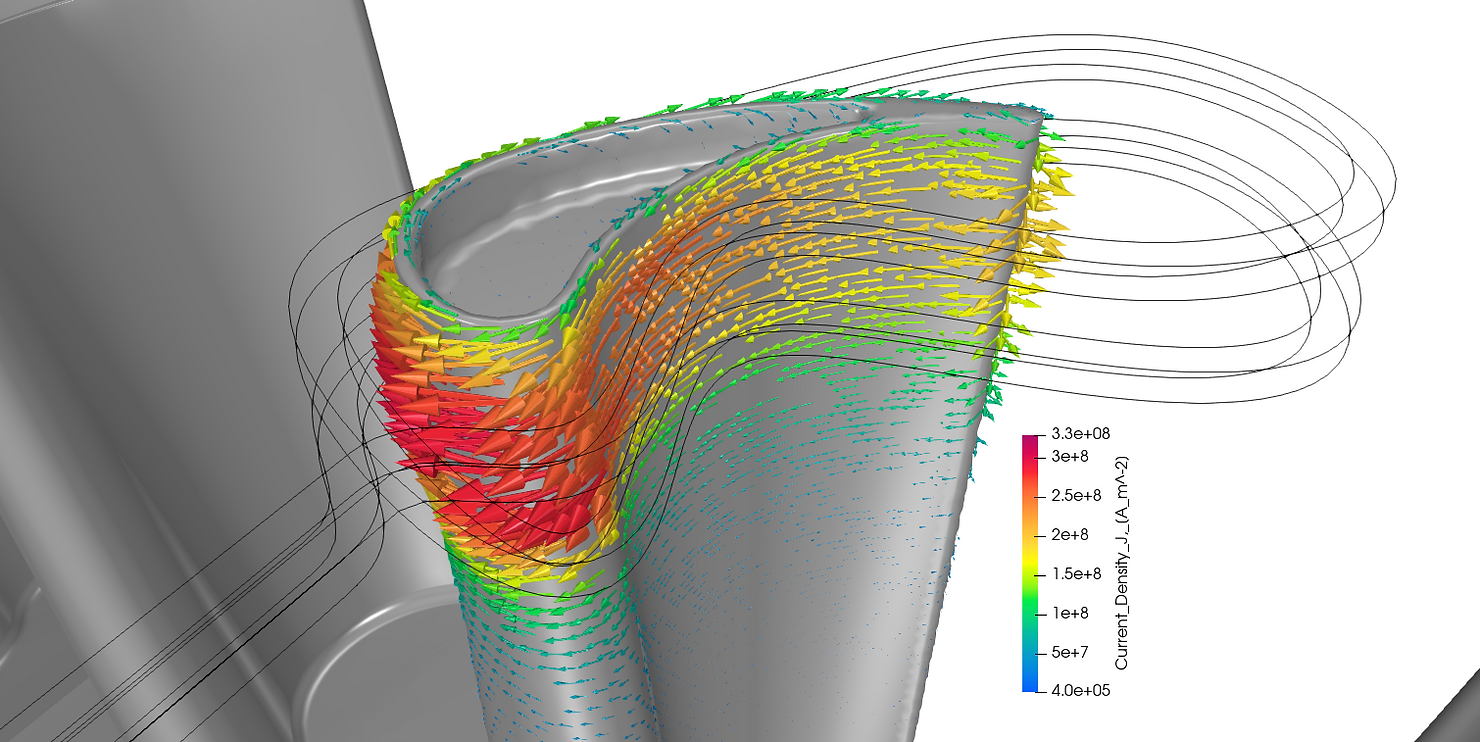
In the first iterations, you can see that the first coil design heated the trailing edge of the blade way too much. It may not be intuitive how much larger the coil should be, but simulation helps you to determine the exact size.
As you can see, the inductor around the trailing edge had to be made significantly larger to achieve uniform temperature. Due to more uniform heating, the heating time was also reduced from 125s to 50s thus saving the welder’s time.
This also saves the machinist’s time. While this inductor is relatively simple, testing different geometries in the lab would be much, much more time consuming and expensive. Simulation also allows to quickly test other turbine blade geometries with the same inductor.
Why is it important to achieve uniform heating?
Non-uniform heating can be easily seen as some parts glow much hotter than others, indicating sub-optimal coil design.

For good welding results, it is essential for the heating to be uniform around the joint area. Intense, non-uniform heating is of little use in retarding cooling and may be detrimental in causing higher residual stresses, distortion, or undesirable metallurgical changes in the base material.
When preheating is specified, the entire weld joint should be heated evenly through the material thickness to the desired minimum temperature.